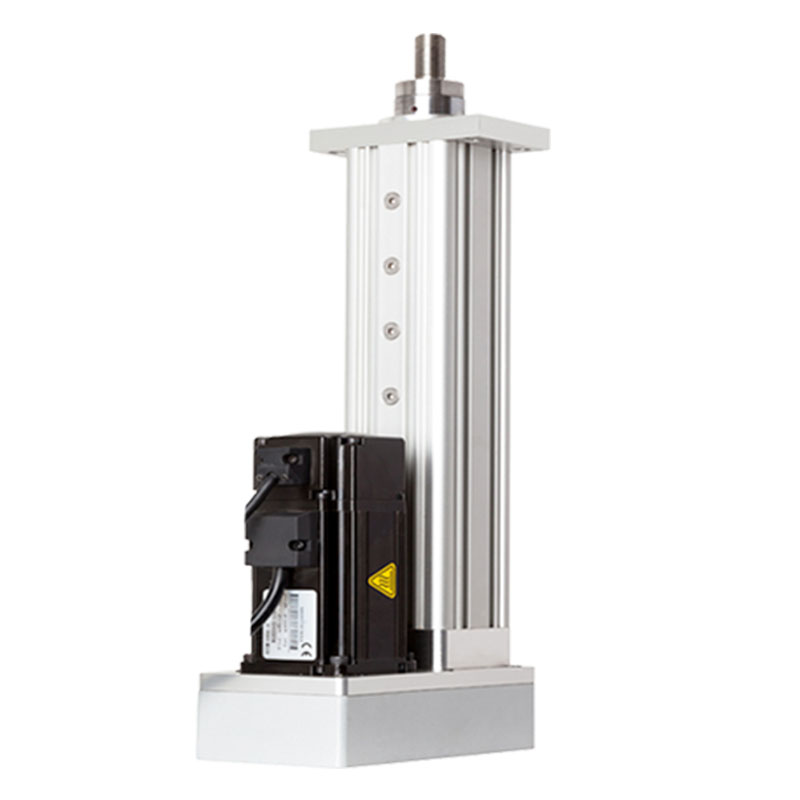
精密伺服行星减速机安装在热轧机
发表时间:2019-06-14

1.行星减速机两端的侧隙尽可能调整,这也保证了两个轴的平行度。
2.间隙应在0.9~1.2 mm之间。 (如果发现任何偏差,应将上箱抬起,并根据计算确定旋转偏心套筒的弧长)。
确保齿轮伺服减速机两侧之间的间隙相等。经过测试并安装在上壳上的中间壳体被提升到下壳体上进行试验安装。
(由于中间箱有偏差,抬起时应使用两个起重机来调整平衡。对齐后,绳索将缓慢下降。上下齿轮将转到拆卸位置,并标记原轴上的线将用于拉动垂直线。线以防止齿损坏。)与上述原理一样,起动方法使用铅压方法检查两个大齿轮的侧面间隙。已经安装了行星减速机的下传动齿轮的啮合部分。在调整中间壳体的传动部分之后,大齿轮和小齿轮被抬起。中间壳体现在与下壳体固定连接。
合富源精密行星减速机安装步骤:在下壳上添加密封膏。将中间盒挂在下壳上。敲入中下壳的定位销。将M72的双头螺栓提升到连接孔中。预加载所有螺栓。检查M72螺栓是否为8.87600Nm~9000Nm。液压扭矩扳手自动控制在9000 Nm。
从那时起,行星减速机的下壳与中壳之间的连接已经正式安装。行星减速机下箱的连接部分和中壳安装在平板上,并从检验公司运输到热轧。运动部件的后刀面间隙和轴承间隙已经过测试并已经过调整。高速轴下降后,可以安装轴上的其他部件。需要拆除旧轴上的可用部件。将旧的高速轴悬挂在压力机上,准备拆下齿轮衬套。

使用3至4个气炬在不同方向均匀加热齿轮衬套10分钟,温度控制在240℃左右。使用30吨的压力机将中间杆从齿轮衬套中取出并拆卸使用。使用液压机器和二爪拉马拆下旧高速轴(待使用)右端的部件,清洁旧高速轴上的部件并将其干燥。测量新旧轴和零件的尺寸,绘制零件图纸,以及机器或装饰零件。修剪拆下的部件后,安装小齿轮轴。装载飞轮和法兰等零件。将气动离合器安装在小齿轮轴上并拧紧螺栓。小齿轮轴部件从检验公司运输到热轧。
现场安装和调整伺服行星减速机,并将箱子提升到飞剪行星减速机的底座。行星式减速机的升降过程:首先切断底座挡块并以边缘为参考,确保箱体不倾斜,然后将箱体的螺栓孔与角螺栓对齐并放下箱体。将上部驱动小齿轮提升到箱内,注意齿轮的偏心套筒位置和原始齿轮啮合位置。将移动装置上传到包装盒。将大齿轮吊入机柜后,盖子上覆盖着灰尘。安装轴盖和油管等附件。在检查过程中,发现行星减速机主体轴颈和电机轴颈偏移了3 mm。
伺服精密行星减速机的调整方法:将车辆末端与车辆挂在一起,以减轻齿轮减速箱的重量。然后使用两个20吨的液压千斤顶在齿轮减速套管的后部取两个枢轴点。
测量后,它符合联轴器安装要求。在中间壳体上涂抹密封膏并将盒子挂在适当位置。将两个螺栓插入上部螺栓孔进行定位。钩子慢慢放置。敲击中间盒和上盒的定位销。拧紧上壳和中壳的螺柱。抬起上盖。用液压扭矩扳手固定地脚螺栓。拧紧扭矩14000NM。安装气动装置和盖子。添加轴承润滑脂并安装轴承盖。二次灌浆密封了基础的基础。点检确认汽车。该项目符合维护要求。
相关资讯15362679716